發布時間:2021-09-26
模具注塑成型是批量生產一些復雜形狀零件的加工方法。具體原理是指:將加熱熔化的塑料原料,通過注塑機的螺桿推動,高壓注射到塑料模具的模腔中,冷卻固化后,得到塑料成型制品。
塑膠模具由移動模具和固定模具組成。移動模具安裝在注塑機的移動模板上,而固定模具安裝在注塑機的固定模板上。注射成型時,移動模具和固定模具閉合形成澆注系統和型腔,打開模具時,移動模具和固定模具分離取出塑料制品。
雖然塑膠模具的結構可能會因塑膠的品種和性能、塑膠制品的形狀和結構以及注塑機的類型而千變萬化,但基本結構是一樣的。
一、塑料模具結構按功能劃分,主要由:澆注系統、溫控系統、成型件系統、排氣系統、導向系統、頂出系統等組成。其中,澆注系統和成型件是、直接與塑料接觸并隨塑料和產品變化的零件,是塑料模具中、變化較大的復雜零件,對加工的光潔度和精度要求較高。
1.澆注系統:指塑料從噴嘴進入型腔前的流道部分,包括主流道、支流道、冷料型腔、澆口等。
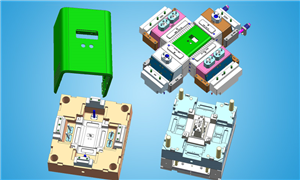
2.成型零件系統:指構成產品形狀的各種零件組合,包括動模、定模、型腔(凹模)、型芯(凸模)、成型桿等組成。型芯形成產品的內表面,型腔(凹模)形成產品的外表面形狀。關閉模具后,型芯和型腔形成模具的型腔。根據工藝和制造要求,有時型芯和模具由幾個零件組合而成,有時它們被制成一個整體,鑲件僅用于易損壞的、難以加工的零件。
3. 溫度調節系統:為了滿足注塑工藝對模具溫度的要求,需要有溫度調節系統來調節模具溫度。對于熱塑性塑料的注射模具,冷卻系統主要用于冷卻模具(或加熱模具)。冷卻模具的常用方法是在模具中打開冷卻水通道,利用循環流動的冷卻水帶走模具的熱量;除了使用冷卻水傳遞熱水或熱油,還可以通過在模具內部和周圍安裝電加熱元件來加熱模具。
4. 排氣系統:用于將型腔內的空氣和注塑過程中塑料熔化產生的氣體排到模具外部。排氣不暢時,產品表面會形成氣痕(氣紋)、燃燒等缺陷;塑膠模具的排氣系統通常是一個開在模具內的槽形出氣口,用來排出原型腔內的空氣和熔料帶入的氣體。
當熔料注入型腔時,原本儲存在型腔內的空氣和熔體帶入的氣體需要通過料流末端的排氣口排出模具,否則產品會出現氣孔、焊接不良、充模不充分等問題,甚至積聚的空氣會因壓縮產生的高溫而灼傷產品。通常,排氣孔可以位于型腔中熔料流動的末端,或者位于模具的分型面上。
后者是在凹模的一側開一個深度為0.03~0.2毫米、寬度為1.5~6毫米的淺槽。在注射過程中,不會有大量的熔融材料從通氣孔滲出,因為熔融材料會在那里冷卻和固化,從而堵塞通道。排氣口的打開位置不得面向操作者,以免熔融材料意外噴出,造成人身傷害。此外,頂出桿與頂出孔的配合間隙、頂出塊與脫模板及型芯的配合間隙也可用于排氣。
5. 導向系統:是為了保證合模時動模和定模能準確對中而設置的,模具內需要設置導向部件。在注塑模具中,通常使用四組導柱和導套來形成導向部件,有時需要在動模和定模上設置相互匹配的內、外錐面來輔助定位。
6. 頂出系統:一般包括:頂針、前后頂針板、頂針導桿、頂針回位彈簧、頂針板鎖緊螺絲等。產品在模具中成型冷卻后,將模具的前、后模具分開打開,通過推出機構--頂針在注塑機的頂桿將流道中的塑料產品及其冷凝物推出或拉出開模腔和流道位置,從而進行下一個注塑工作循環。
二、根據結構,塑料模具一般由模架、模仁、輔助零件、輔助系統、輔助設定、死角處理機構組成。
1. 模架:一般我們不需要設計,但是可以直接從標準模架廠家訂購,大大節省了設計模具所需的時間,因此被稱為塑料模具的標準模架。它構成了塑料模具基本的框架部分。
2. 模仁:模仁是塑膠模具的核心部分,是模具中重要的組成部分。塑料制品的成型部分在模仁中,大部分加工時間都在模仁中度過。但與一些簡單的模具相比,它沒有模仁,產品直接在模板上成型。早期的塑膠模具大多是這樣的,比較落后。
3. 輔助零件:塑膠模具常用的輔助零件有定位環、噴嘴襯套、頂桿、抓銷、支撐柱、頂桿板導柱導套、垃圾釘等。有些是標準件,在訂購模架時可以一起訂購,有些需要自己設計。
4. 輔助系統:塑膠模具有四個輔助系統:澆注系統、頂出系統、冷卻系統和排氣系統。有時候因為使用的塑膠材料需要高溫加熱,所以有些模具還是有加熱系統的。
5. 輔助設定:塑膠模具的輔助設置有吊環孔、 KO孔(頂棍孔)等。
6. 死角處理結構:塑料制品有死角時,模具也會有一個或多個處理死角的結構。如滑塊、斜頂、油壓缸等。在國內大多數書籍中,這種處理死角的機制被稱為“抽芯機制”。
其實塑膠模具并不難,無論塑膠制品如何變化,形成這種塑膠制品的模具結構無非是以上幾個方面。模具的區別是模具大還是小。對于每個輔助零件、輔助設置、輔助系統的位置或模式是不同的。處理死角的方法、結構、大小等等都有所變化。當然,為了讓設計出來的模具加工簡單、裝配方便、壽命長、價格適中、成型的產品好不好,設計體驗尤為重要。良好的經驗,能處理設計、處理中的問題,并對設計變更有把握。
三、注塑機結構:一臺通用注塑機主要包括注塑裝置、合模裝置、液壓傳動系統和電氣控制系統組成。
注射裝置的主要功能是將塑料均勻塑化,并以足夠的壓力和速度將一定量的熔料注射到模具的型腔中。注射裝置主要由塑化部件(由螺桿、料筒和噴嘴組成)、料斗、傳動裝置、計量裝置、注射、移動缸等組成。
合模裝置:其作用是實現模具的開合,保證注塑時成型模具可靠閉合,產品頂出,合模裝置主要由前后固定模板、移動模板、連接前后模板的拉桿、合模油缸、聯動裝置、調模裝置和產品頂出裝置等組成。
液壓系統和電氣控制系統:其功能是保證注塑機按照工藝流程的預定要求(壓力、速度、溫度、時間)和動作順序準確有效地工作。注塑機的液壓系統主要由各種液壓元件和回路等輔助設備組成,電氣控制系統主要由各種電器和儀表組成,液壓系統和電氣系統有機地組織起來,為注射機提供動力和控制。